машына для размернай апрацоўкі рэзаннем (у асн. зняццем стружкі) пераважна метал. загатовак. Бываюць універсальныя (для выканання розных аперацый на дэталях многіх найменняў), шырокага прызначэння (для выканання пэўных аперацый на дэталях многіх найменняў), спецыялізаваныя (для апрацоўкі дэталей аднаго наймення, але розных памераў), спецыяльныя (для выканання асобных аперацый пры вырабе адной дэталі).
У залежнасці ад мэтавага прызначэння, выканання адпаведных тэхнал. аперацый і металарэзнага інструменту адрозніваюць: такарныя, свідравальныя, расточныя, шліфавальныя, паліравальныя, даводачныя, заточныя, зубаапрацоўчыя, рэзьбаапрацоўчыя, фрэзерныя, стругальныя, даўбёжныя, працяжныя станкі (гл. адпаведныя арт.), а таксама разразныя, для фіз.-хім. апрацоўкі, балансіровачныя, мнагамэтавыя (апрацоўчыя цэнтры), агрэгатныя станкі. Паводле ступені аўтаматызацыі адрозніваюць М.с. з ручным кіраваннем, паўаўтаматычныя (апрацоўка адной дэталі ў аўтам. рэжыме), аўтаматычныя (апрацоўка і змена дэталей у аўтам. рэжыме). Паводле дасягальнай дакладнасці апрацоўкі адрозніваюць М.с. класаў дакладнасці: Н (нармальнага), П (павышанага), В (высокага), А (асабліва высокага), С (майстар-станкі з хібнасцю апрацоўкі 1 мкм), Т (з хібнасцю 0,3 мкм), К (з хібнасцю 0,1 мкм). Тэхн ўзровень станкоў характарызуецца паказчыкамі прызначэння, надзейнасці, эканомнага выкарыстання матэрыялаў і электраэнергіі, тэхналагічнасці, стандартызацыі і уніфікацыі. эрганамічнасці і патэнтна-прававымі.
На Беларусі розныя тыпы М.с. выпускаюць прадпрыемствы станкабудаўнічай і інструментальнай прамысловасці. Пра развіццё вытв-сці М.с. на Беларусі гл. ў арт.Станкабудаванне.
Літ.:
Чернов Н.Н. Металлорежущие станки. 4 изд. М., 1987;
Кочергин АИ., Конструирование и расчет металлорежущих станков и станочных комплексов. Мн., 1991;
Станочное оборудование автоматизированного производства. Т. 2. М., 1994;
Проектирование металлорежущих станков и станочных систем: В 3 т.Т. 1—2. М., 1994—95.
А.І.Качаргін.
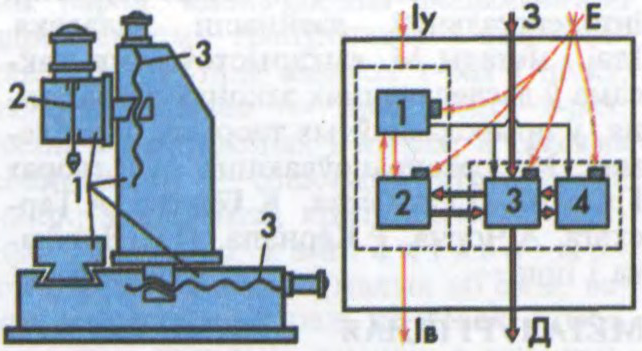
Металарэзны станок: а — асноўныя вузлы (зборачныя адзінкі; 1 — базавыя дэталі, 2 — галоўны прывод, 3 — прыводы падачы і пазіцыяніравання); б — структурная схема (Iу — уваходная інфармацыя ў выглядзе чарцяжа, кіроўнай праграмы і інш.; Iв — выхадная інфармацыя пра памеры апрацаванай дэталі; 3 — загатоўкі; Д — дэталі; Е — энергія; 1—4 — падсістэмы кіравання, кантролю, маніпуліравання загатоўкамі і рэзальнымі інструментамі, апрацоўкі).